

























 |
 |
 |
 |
 |
 |
 |
 |
 |
![]()


Ремонт восстановление шаровых опор, соединений от 1500р. Омск

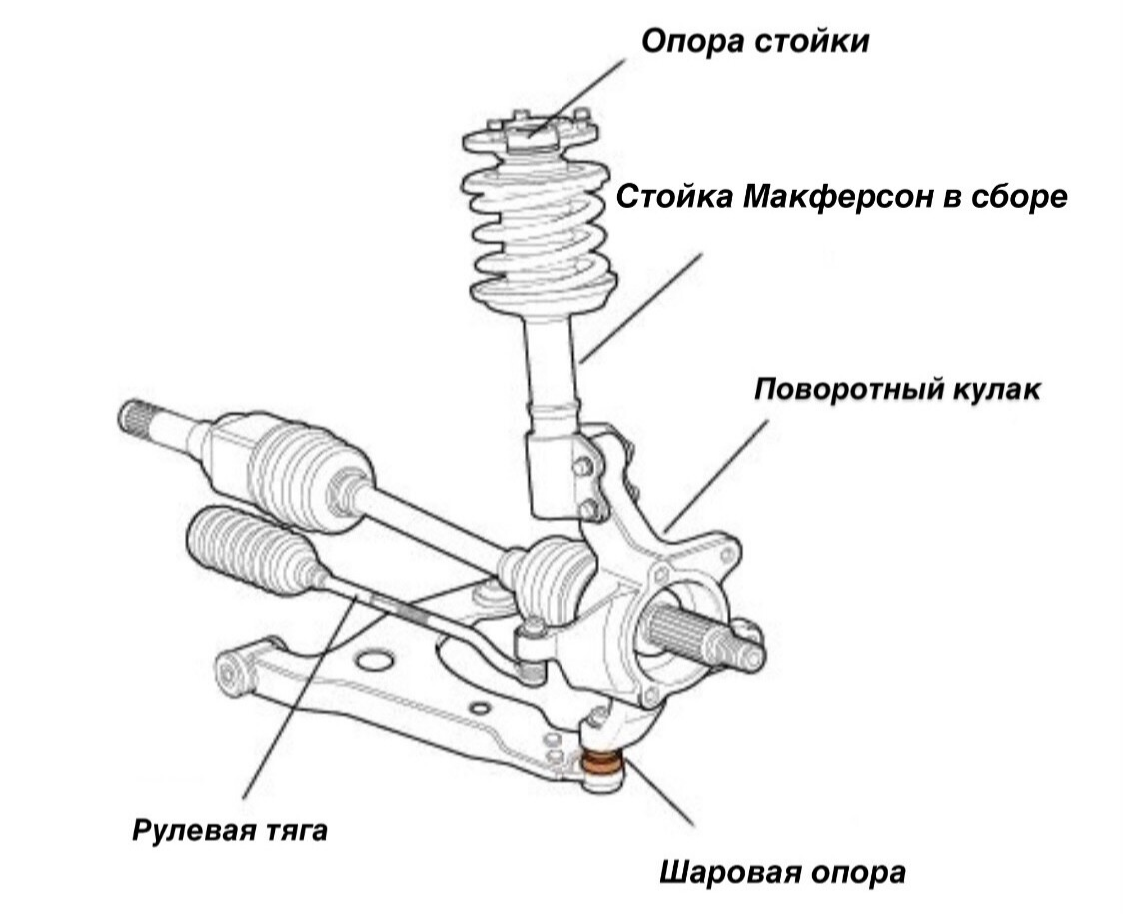
Передние колеса сохраняют свою подвижность за счет того, что шаровая опора обеспечивает надежное соединение рычага подвески со ступицей колеса. Этот элемент ходовой части авто состоит из металлического корпуса с толстыми стенками, внутри которого находится шар с отходящим от него пальцем с резьбой на конце и специальные вкладыши.
Ремонт шаровых опор
Актуально при единой конструкции рычага подвески и шаровой опоры.

 |
Стоимость от 1500 руб. |
 |
Выполним за: 1 час. |
Признаки для обращения к специалисту
Когда восстановление шаровой оправданно
Обычно шаровая опора впрессовывается в тело рычага подвески, рулевой тяги, являясь с ними одним целым. Поэтому полная замена шарниров представляет собой дорогостоящую процедуру из-за замены целостной конструкции.
Чтобы сэкономить, можно попытаться реставрировать шаровую опору, хотя эта деталь считается неремонтопригодной:
- Чтобы отремонтировать данный узел, можно его демонтировать, разобрать и заменить изношенные полимерные вставки и пыльник. В этом случае для разборки используется болгарка, а для восстановления – сварка.
- Еще одним вариантом будет способ, когда внутрь детали под давлением заливается специальный полимерный состав. С его помощью нивелируются зазоры между деталями, возникающие в результате износа.
Как происходит восстановление
Direct Casting (непосредственное литьё) - инновационный способ восстановления шаровых опор, заключающийся в отливке вкладыша непосредственно в рычаге. Основное отличие от остальных способов - отливка вкладыша производится на последнем этапе сборки рычага.

- Прочность соединений иногда превышает заводские параметры.
- ресурс: гарантированный пробег минимум 30 тыс км
- универсальность: восстанавливаются шарнирные соединения на любые модели и марки авто, а также коммерческую и спецтехнику
Восстановление шаровых опор может происходить по 2 сценариям, иными словами, существует 2 способа восстановления шаровой опоры по технологии Direct Casting.
Безразборный способ
Усовершенствованная по своей сути знаменитая "американская" технология SJR. По своей природе способ имеет ряд ограничений на использование. Т.е. технически возможно залить полимер в абсолютно любое шаровое соединение, однако в некоторых случаях такой узел не будет иметь ресурса. Итак, есть 3 основных условия использования безразбоного восстановления:
- шаровый палец не имеет повреждений и следов коррозии, поверхность шара гладкая и геометрически правильная
- стенки вкладыша имеют достаточную толщину (1,5-2 мм)
- сохранилось и герметично соединение "корпус шаровой - крышка"
Кроме того, есть отдельные типы шаровых опор, восстановление которых хоть и возможно, но не имеет смысла по конструктивным причинам.
- пыльник выполнен несменным и наглухо завальцован в корпусе шаровой опоры
- нет полимерного вкладыша - его роль выполняет подпружиненная шайба
- цилиндрическая посадка под пыльник без стопорного кольца - стоимость пыльника превышает стоимость восстановления
Если все условия соблюдены, и можно делать без разбора узла:
1. Снимается пыльник и проводится визуальный осмотр. Если всё в порядке с шаром (см. условия выше)
2. Сверлим в дне шаровой отверстие под резьбу М6
3. Тщательно промываем шаровую и продуваем компрессором - теперь узел готов к заливке. устанавливаем на станок и прогреваем корпус шаровой для корректного заполнения всех полостей
4. Сам процесс заливки - часть полимера проходит через верх шаровой опоры, моментально застывая
5. После остывания снимаем рычаг со станка и специальным инструментом удаляем облой и остатки литниковой системы
6. Отверстие можно просто заделать, но лучше ввернуть в него тавотницу (маслёнку) для последующего шприцевания - это продлит ресурс узла.
7. Дальше смазываем шаровую и устанавливаем новый пыльник
Шаровая готова к установке на автомобиль!

Замена шаровой опоры

Замена новой шаровой опоры от 350 руб.
С каждым годом становится все меньше автомобилистов, которые хотят обслуживать транспортные средства своими силами. В сервисе многие процедуры выполняются гораздо быстрее и качественее.
Наши работы


От автомеханика требуются опыт и определённые навыки. Специалисты нашего автосервиса , с опытом более 10 лет, выполнят все необходимые работы бережно и качественно.
Причины износа автокомпонента
Стук в подвеске?
Как выявить причину стука, и менять ли детали подвески наугад?

Диагностика подвески (ходовой) на стенде SWAG с выдачей диагностической карты 290р
Прайс на ремонт и диагностику подвески.

Автоэлектрик, компьютерная диагностика 500р.
Узнать больше
Как устроена подвеска.
Общее устройство подвески.
Автономные подогреватели
Самый современный способ прогрева двигателя - всего 0,2 л топлива за первые 20 минут прогрева!!!

Автономный подогреватели двигателя Эберспехер, предсезонная акция от 34000р с установкой!!! Автомастер55 официальный дилер Эберспехер.
Автосигнализация с автозапуском

Starline, Pandora, Alligator с установкой от 7900руб.

Ремонт и восстановление шаровых опор Омск, Новороссийская 2/1
Ремонт шаровых опор Нефтезаводская 27а. Омск

![]()
|
|
|
|
|
|
|
|
|

































